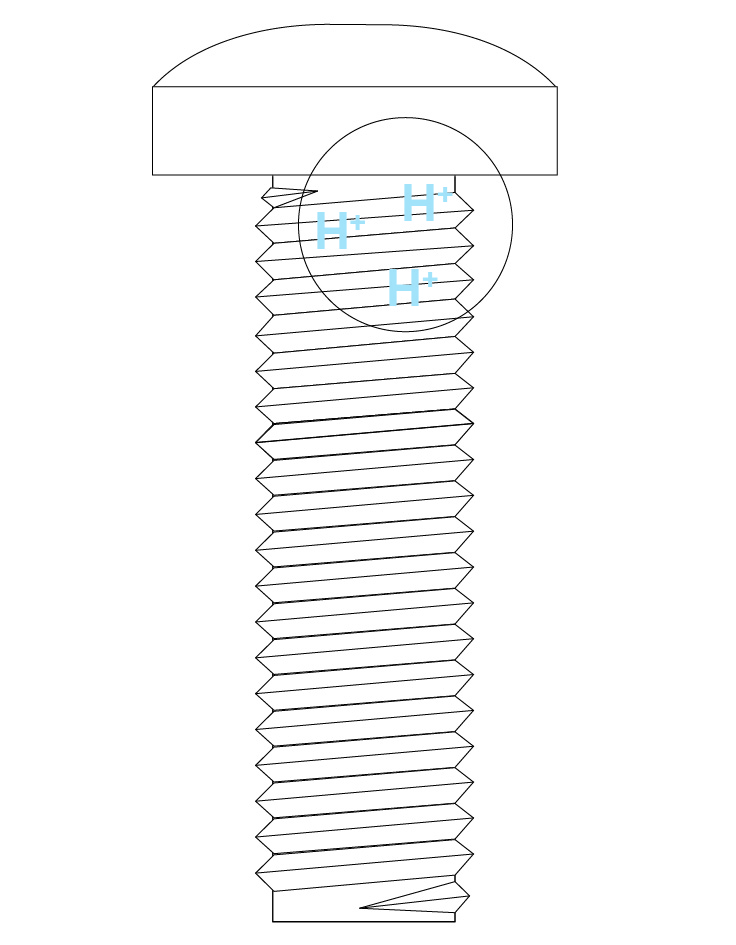
Die Wasserstoffversprödung erfolgt in der Regel durch einen 3-stufigen Prozess:
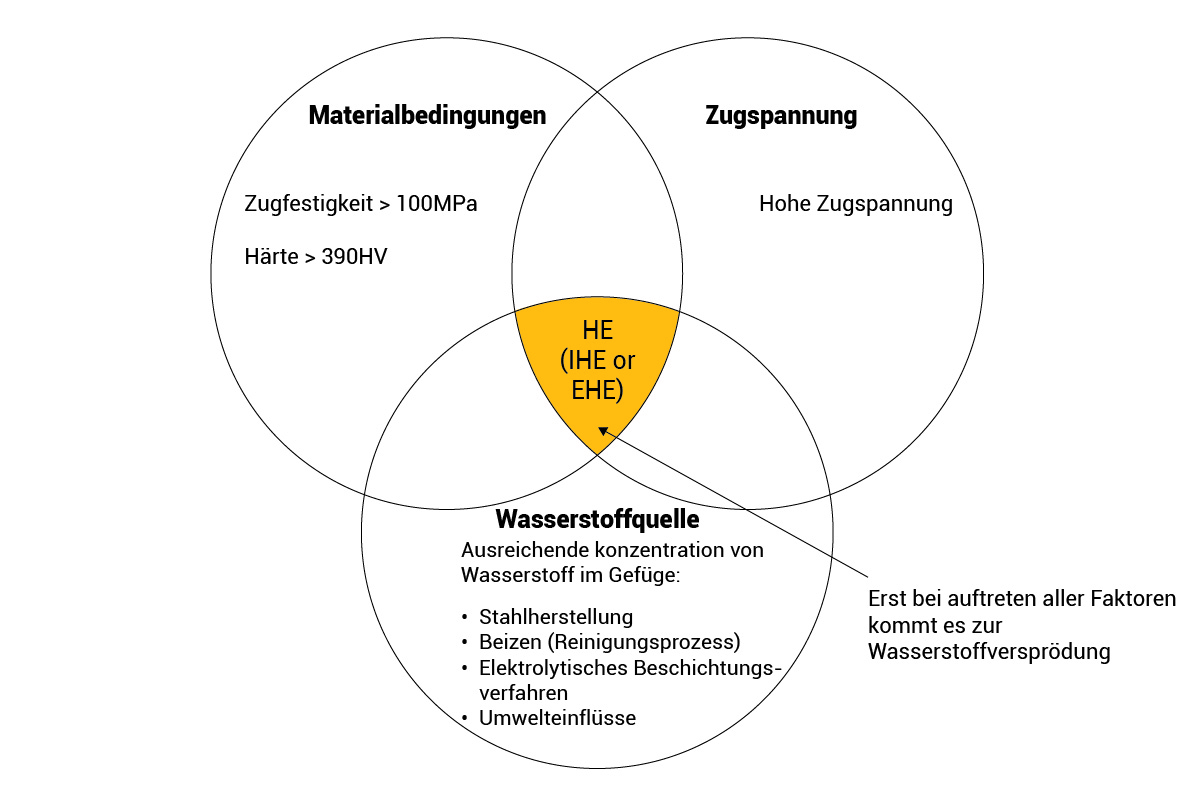
1. Wasserstoffabsorption: Bei Raumtemperatur können Wasserstoffatome von Kohlenstoffstahllegierungen während verschiedener Prozesse absorbiert werden, z. B. bei der Herstellung im Zusammenhang mit der Säurereinigung, der Galvanisierung oder der Exposition gegenüber wasserstoffhaltigen Umgebungen.
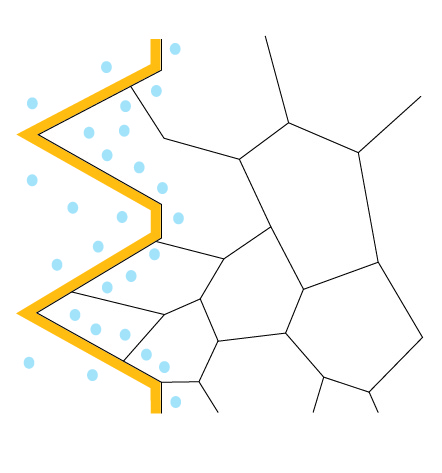
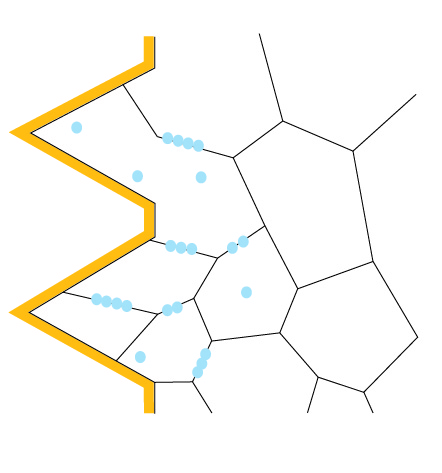
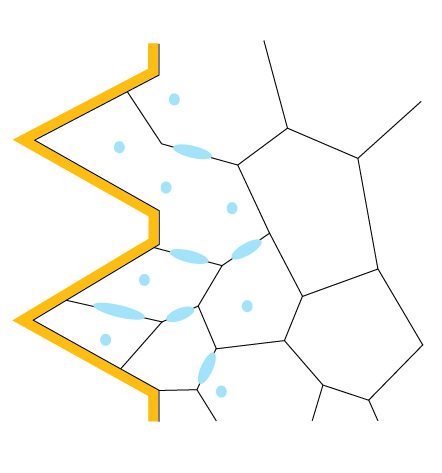
2. Diffusion: Die absorbierten Wasserstoffatome sind sehr mobil und können zu den Bereichen mit der höchsten Spannung diffundieren, wie z. B. Korngrenzen, Versetzungen, Einschlüsse ... Der Wasserstoff bildet Hohlräume an den Metallkorngrenzen. Das Ergebnis der Diffusion von Wasserstoff in das Material ist ein Verlust an Duktilität, wodurch es spröder und anfälliger für Risse wird.
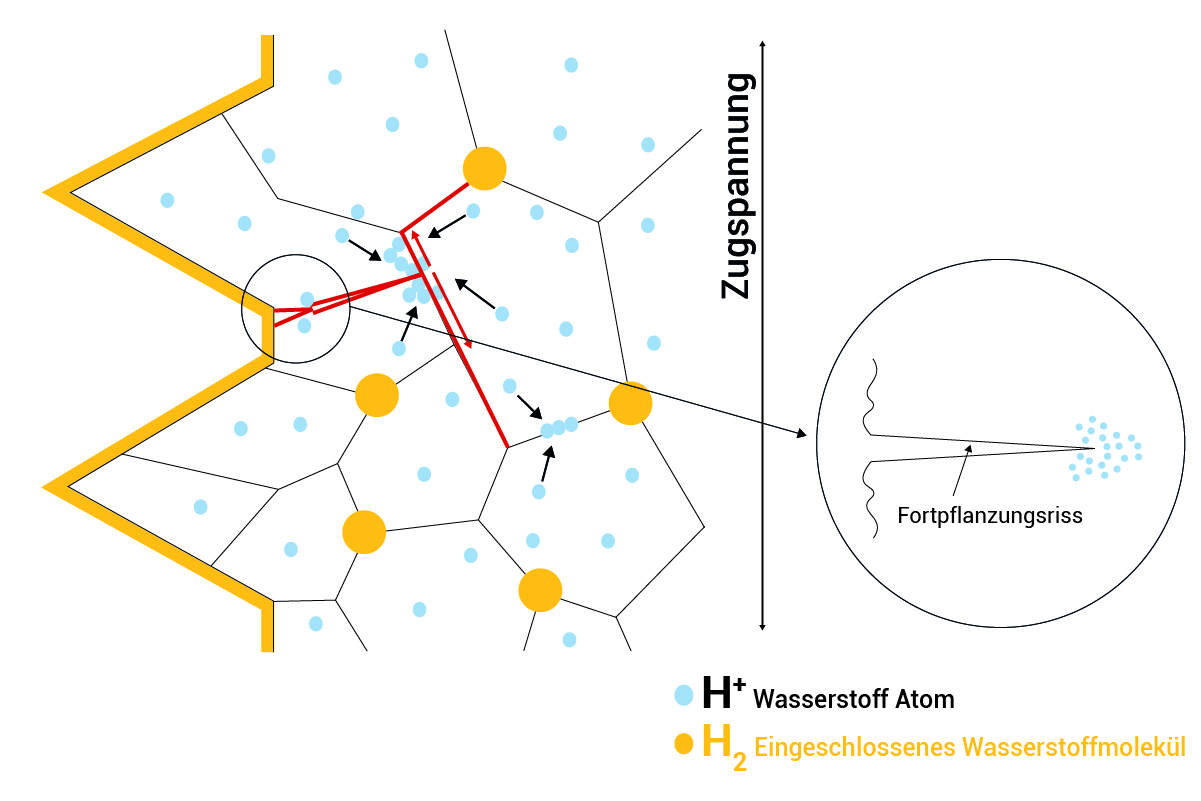
3. Versprödung: Wenn die Schraube lange genug einer hohen Zugspannung ausgesetzt ist, üben diese Hohlräume zusätzlichen Druck auf die Metallkörner aus und bilden erste Risse, die entlang der geschwächten Korngrenzen wachsen, bis die Schraube schließlich bricht. Dieser Vorgang wird als intergranulare Rissbildung bezeichnet.
 Menu
Menu de
de