- Boss dimensions - REMFORM® II HS™
- Boss dimensions - REMFORM® II F™
- Boss dimensions - CELOspArk®
- Aluminiumdruckguss - TAPTITE 2000®
- Aluminium- und Magnesiumdruckguss - REMFORM® II F™
- Aluminiumdruckguss - TAPTITE II®
Abmessungen für die Verschraubungsdom für REMFORM® II HS™
Um eine sichere Verschraubung und eine stabile Klemmkraft zu gewährleisten, ist es wichtig, auf das Design des Verschraubungsdoms zu achten. Dieser muss nicht nur der Entformung aus dem Werkzeug und der Spannung durch den Abkühlprozeß standhalten, sondern auch der während der Verschraubung entstehenden Spannung.
Es ist wichtig, eine Entlastungsbohrung vorzusehen, um eine Beschädigung des Doms beim Beginn des Gewindeformens zu vermeiden. Die Entlastungsbohrung hilft ebenso beim Ausrichten der Schraube während des Gewindeformens.
Die Abmessungen für Außendurchmesser, Kernlochdurchmesser und Einschraubtiefe variieren je nach Art des Kunststoffs.
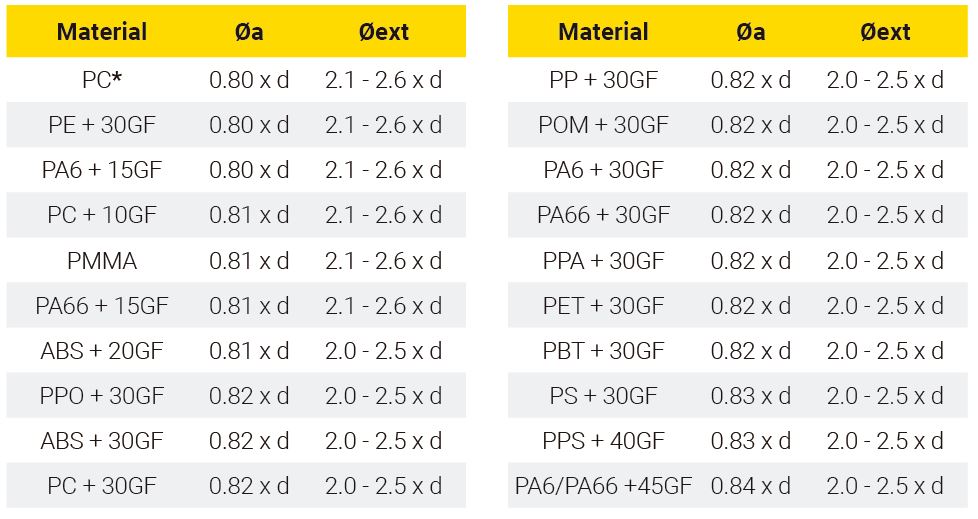
Für weichere Kunststoffe, die oben nicht aufgeführt sind, wählen Sie Øa = 0,75 x d und die anderen Parameter wie für PC angegeben.
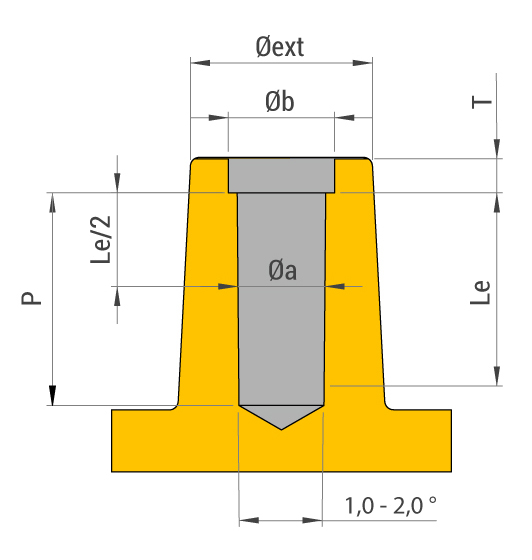
d = Schraubendurchmesser
Øa = Kernlochdurchmesser
Øext = Außendurchmesser
Eingriffslänge Gewinde Le = 2,3 x d
Mindesttiefe Einschraubtiefe P = 2,9 x d
Höhe der Entlastungsbohrung T = 0,25-0,5xd
Außendurchmesser der Kernlochbohrung
Øb = 1,05 - 1,1 x d
*PC:
Gewindeüberdeckung Le = 2 x d
Minimale Einschraubtiefe P = 2,7 x d
Vorgeschlagene Toleranzen:
+0,08 mm für Löcher ≤ Ø3,0 mm
+0,10 mm für Löcher Ø3,0 - Ø4,5 mm
+0,12 mm für Löcher > Ø4,5 mm
Diese Daten dienen zur Orientierung. Wir empfehlen, relevante Tests an Kunststoffteilen durchzuführen, um die genauen Werte zu ermitteln.
Montageempfehlung
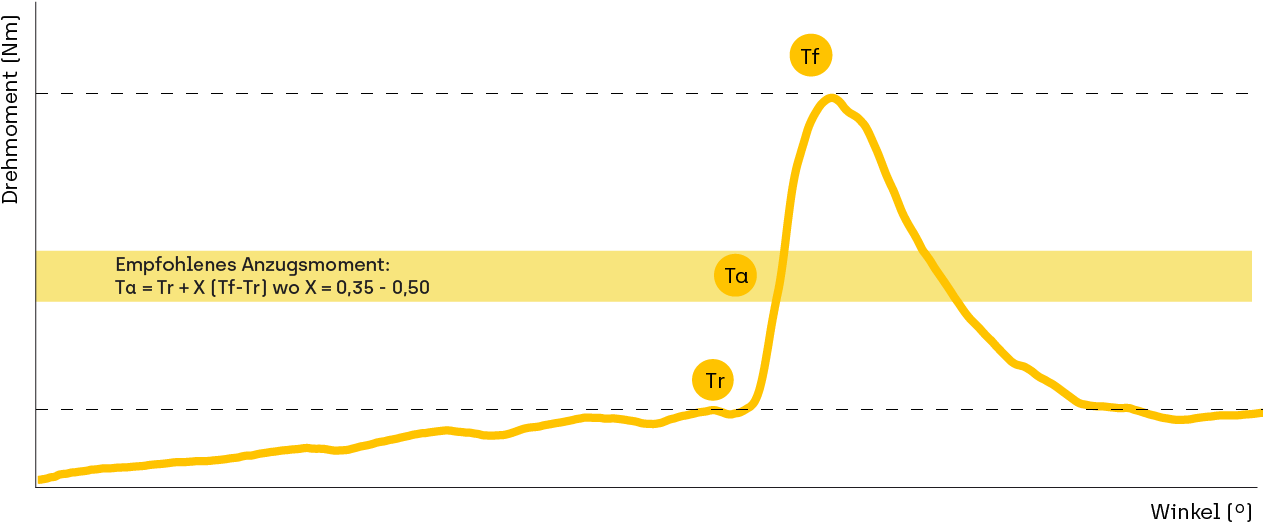
Tr = Furchmoment
Ta = Anzugsmoment
Tf = Versagensmoment
Weitere Informationen zum Design des Verschraubungsdoms zur Direktmontage in Kunststoffteilen erhalten Sie von unserer technischen Abteilung.