- Boss dimensions - REMFORM® II HS™
- Boss dimensions - REMFORM® II F™
- Boss dimensions - CELOspArk®
- Aluminiumdruckguss - TAPTITE 2000®
- Aluminium- und Magnesiumdruckguss - REMFORM® II F™
- Aluminiumdruckguss - TAPTITE II®
Dünnblech Lochdesign für TAPTITE 2000®
1. Empfohlener Kernlochdurchmesser für extrudierte Löcher.
Die folgenden Tabellen zeigen den empfohlenen Kernlochdurchmesser für unterschiedliche BLechdicken mit extrudierten Löchern.
Diese Daten dienen der Orientierung. Wir empfehlen, relevante Tests an Originalteilen durchzuführen, um die genauen Werte zu ermitteln. Die Größe der Extrusion kann je nach verwendetem Material und Werkzeugdesign variieren. Abmessungen in mm.
Für weitere Informationen wenden Sie sich bitte an unsere technische Abteilung.
Tabelle 1. Kernlochdurchmesser in Stahlblech mit extrudierten Löchern.
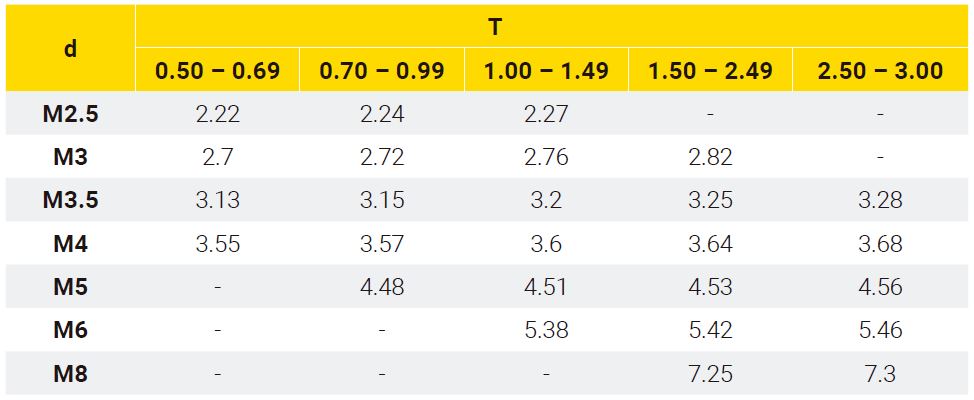
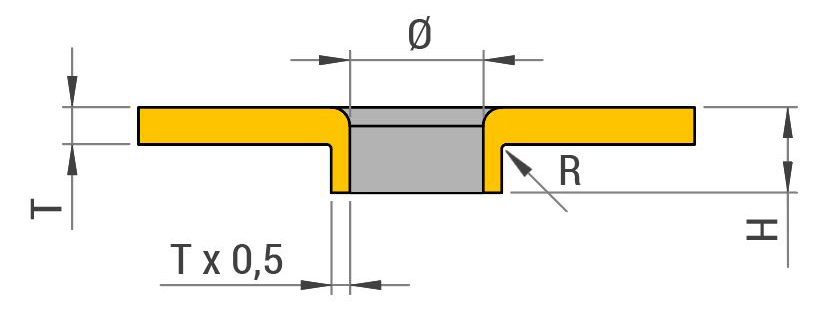
d = Gewindedurchmesser
Ø = Kernlochdurchmesser
T = dickem Blech
H = Flanschhöhe
Tabelle 2. Höhe und Radius der extrudierten Löcher in Stahlblechen ab einem bestimmten Kernlochdurchmesser.
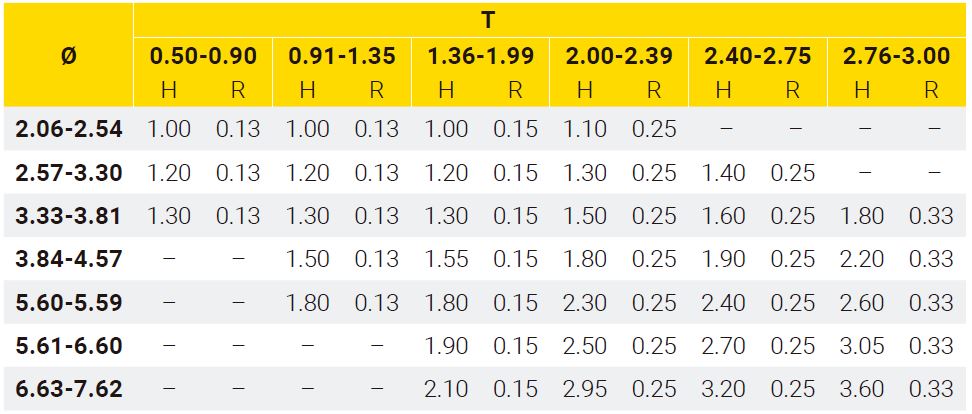
Vorgeschlagene Toleranzen:
+0,03/-0,04 mm für Ø<2,0 mm
+0,03/-0,05 mm für Ø2,0 - Ø5,0 mm
+0,04/-0,05 mm für Ø5,1- Ø7,0 mm
+0,05/-0,08 mm für Ø>7,0 mm
H: +0,40 mm
Beispiel: Verschraubung in 0,6 mm dickem Blech mit einer Schraube M3. Gemäß den Empfehlungen aus Tabelle 1 sollte der Kernlochdurchmesser 2,7 mm betragen und wie in Tabelle 2 gezeigt, sollte die Flanschhöhe (H) 1,2 mm und der Radius (R) 0,13 mm betragen.
Wir empfehlen die Verwendung von FASTITE®2000™ -Schrauben für die Montage dünner Bleche mit extrudierten Löchern. Extrudierte Löcher verdoppeln fast die Länge der Gewindeüberdeckung gegenüber der ursprünglichen Materialstärke und erhöhen somit den Widerstand gegen Gewindeabstreifen und Vibrationslockerung.
2. Empfohlener Kernlochdurchmesser in Stahlblech.
Die folgenden Tabellen zeigen den empfohlenen Kernlochdurchmesser für verschiedene Blechdicken und Gewindedurchmesser.
Diese Daten dienen der Orientierung. Wir empfehlen, relevante Tests an Originalteilen durchzuführen, um die genauen Werte zu ermitteln. Die Größe der Extrusion kann je nach verwendetem Material und Werkzeugdesign variieren. Abmessungen in mm.
Für weitere Informationen wenden Sie sich bitte an unsere technische Abteilung.
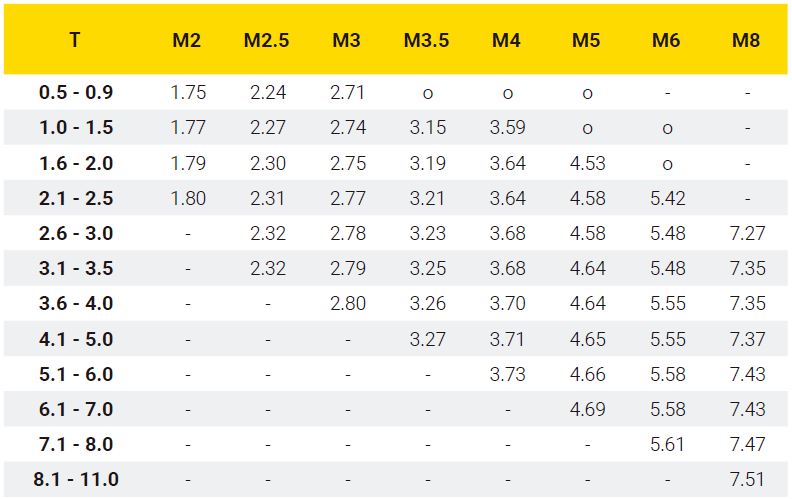
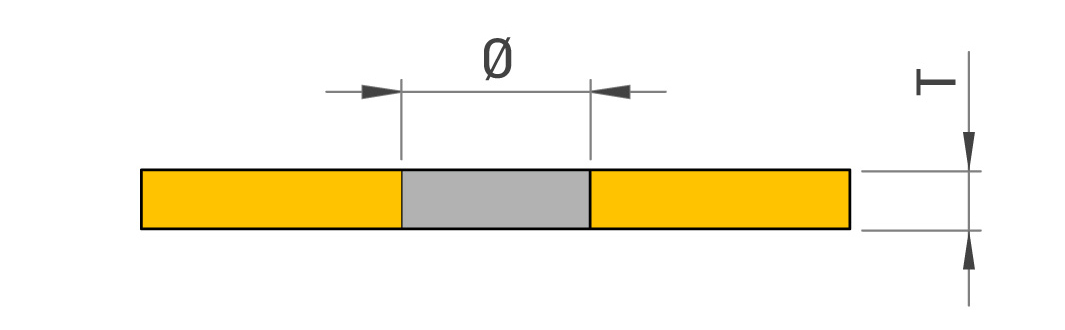
Ø = Kernlochdurchmesser
T = dickem Blech
Vorgeschlagene Toleranzen:
+0,03/-0,04 mm für Ø<2,0 mm
+0,03/-0,05 mm für Ø2,0 - Ø5,0 mm
+0,04/-0,05 mm für Ø>5,0 mm